Mobile technology is all around us. Smartphones are carried with us everywhere, and apps have helped make our personal lives easier. Businesses are starting to take advantage of the trend as well. In fact, some business will try to save on operating costs by implementing a BYOD (bring your own device) policy in order to do your job! But that’s a completely separate debate.

Today’s workplace is getting younger and smarter. As Millenials age, they bring with them a familiarity and desire to use mobile technology in the field. Some are even calling it the fourth manufacturing revolution!
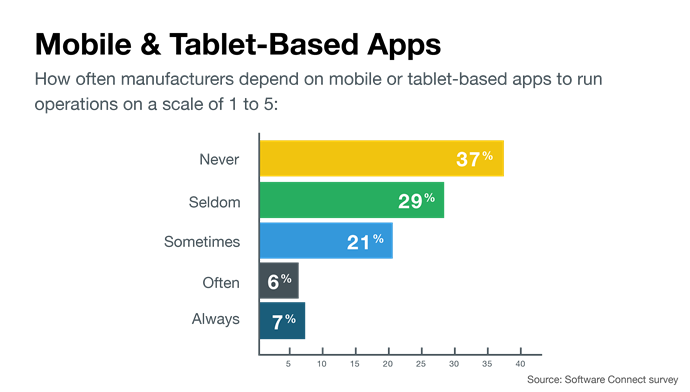
A recent study about manufacturing tools found that most manufacturers do not rely on mobile or tablet applications. 66% said they “never” or “seldom” use tablet/mobile apps to manage their options. In fact, manufacturers were found to be overall 5% less likely to use cloud software when compared to other industries.
The growth of mobile software/technology isn’t going away, however, and that low participation number compared to other industries is expected to grow.
In fact, 83% of manufacturing companies were going to invest the same or even more into technology investments compared to the previous year. This is a slow-moving wheel, however. In fact, two-thirds of distribution professionals said in 2013 they planned to use mobile devices to manage their inventory.
Reasons For Distrust
The distrust of mobile applications goes hand in hand with the distrust of cloud technology in general. Both are new technologies that offer a faster quicker approach to performing tasks. Data is stored offsite “in the cloud” and mobile applications are tools being used to access this mobile data or to send collected data to cloud servers.
Perceived Security Threats
Cloud distrust can happen in any industry. With manufacturers, they worry about the security of their quality data, warranty information, device history records, and engineering specifications for a confidential product.
An article by Kathleen Maher helped summarize a recent report from Jon Peddie Research about manufacturing (specifically CAD customers) being wary of the cloud, for the sole reason of being protective of their data as well as distrust of the cloud from major security breaches highlighted in the news.
Cost of Moving To The Cloud Are Too High
Sticking with your existing on-premise software is the path of least resistance. The software gets the job done, and the only recurring fees are for some annual updates and for any support that requires payment (or perhaps for an annual support contract). The old motto of “if it ain’t broke, don’t fix it” comes to mind.
And it’s true that moving a critical application to the cloud is easier said than done. Do you move your entire operating processes to a cloud system and fully grasp the use of mobile technologies? Or do you ease into it? A lot of applications usually weren’t built for the cloud and companies must choose to either have a lot of their software infrastructure rewritten/ redeveloped (to fit the new cloud system) or risk performance issues.
Reasons to Consider Mobile Technology
One of the primary benefits of cloud-based ERP options is the ability to integrate with mobile technologies. These mobiles devices can speak instantaneously with data from around the world and connect with other devices on the job site, ERP systems at the office, or wherever else a connection is needed. Not only that, but you have the ability to have project updates in real time. For example, your inventory levels can be updated and alert the shop floor that the missing part they needed to complete a job has arrived.
A recent study on IoT from TATA’s TCS Global found that manufacturers who started utilizing cloud-based options in 2013-2014 were seeing a 28.5% average increase in revenue.
Customer demands are also beginning to shift, as not only are customers expecting finished products quickly but also desire the highest of quality. Modern manufacturing should be able to keep up with today’s demands with the following pieces of mobile technology:
Portability
With “mobile” in the name, it’s easy to figure out that mobile technology is portable. But why is that a benefit?
Think about the old days of managing manufacturing processes. Things such as your order list or your inventory level were usually listed on pieces of paper, attached to a clipboard by the manufacturing supervisor. Perhaps this data has changed in real-time. But has it been received to this supervisor’s clipboard yet? Perhaps the supervisor was the one making some edits himself. How does he alert the purchasing office that he needs more material?
Tablets and other devices can now take the role of the portable and electronic clipboard to communicate with other employees, allow for easy record keeping, and immediate access to production orders and machine manuals if something falters during production. Before, you’d need a wheelbarrow to carry all of that information with you on the go. Now it can easily fit into the palm of your hand.
Devices Are Everywhere
When you think of mobile technology, are you thinking of a phone? An iPad-like tablet? A rugged device? Consider this: they can all make an impact in manufacturing. Any device that contains an active internet connection will have access to a wide range of mobile apps designed for manufacturing or allow the ability to sync it with an ERP. Smartwatches are an extension of this connectivity. There are also wearables such as head-mounts which allow the end user to get full access to visuals, check job statuses, look at inventory levels, all hands-free.
Increased Production
We’ve discussed the portability and the availability, so now we can focus on actual benefits the mobile application features provide.
Mobile applications can make running the business easier, but providing an increase of knowledge into the production process will make the business more profitable.
Resources can be optimized easily. With real-time project access, you have a direct link with your inventory levels and can make sure the shop floor uses what is on hand more efficiently and doesn’t cause unnecessary purchase orders.
Quality of products should be greatly improved. Machines, when performing manufacturing work, need to stay compliant for the best productivity. You’ll also see increased response time to any situation at hand, such as if a machine has an error, or if a sales staff member wants to check certain levels of stock, pricing on a product, or how far along in production something may be.
Takeaway
As with any software migration, switching to a cloud-heavy infrastructure to take advantage of mobile applications will have some headaches with it. However, manufacturers risk being left behind compared to other industries when it comes to cloud adoption. Preparing for these issues earlier, while taking advantages of the listed benefits of mobile technologies will put you in a much better position 5 years down the road then you would be otherwise.
Leave a Reply